제 9 장
허용 오차
감춰진 비용 요인
허용오차
사출성형에서 기계식 부품과 같은 허용오차를 기대할 수는 없다. 대부분의 사람들이 이를 인식하고는 있지만 확보할 수 없거나 효율적인 생산이 불가능한 허용오차를 지정하는 경우가 끊임없이 발생한다.
허용오차의 비용 문제
품질등급은 일반적으로 범용사출 성형, 기술적 사출 성형 및 초정밀 사출성형의 셋으로 분류된다. 이들은 DIN 16901 표준에 따라 일반 허용오차 및 치수 1등급과 2등급으로 분류된다.
범용사출 성형은 낮은 수준의 품질 관리를 요구하며, 불합격률이 낮고 생산사이클이 빠른 것이 특징이다.
기술적 사출 성형은 비용이 상당히 들며, 금형 및 생산공정 기준이 엄격하기 때문에 수시로 품질관리를 점검해야 하고, 이에 따라 불합격률도 높다.
마지막으로 초정밀 사출 성형은 정밀금형과 최적생산 요건을 요구하며 모든 생산품의 감시와 연속적인 품질관리를 필요로 한다. 따라서 사이클 시간이 길어지고 제품의 단가도 비싸진다.
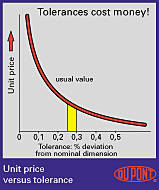
그림. 1
| 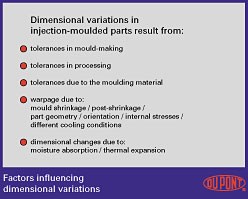
그림. 2
|
사출성형 부품의 생산비용 중 설계가 차지하는 비중이 가장 크므로, 설계시 상업적으로 이용이 가능한 허용오차를 결정해야 하며, 허용오차를 너무 엄격하게 정해서는 안 된다.
상업적으로 적당한 생산 허용오차는 명목 치수에서 0.25 ~ 0.3%까지의 편차를 허용하는 것이지만, 여기에 사용요건을 고려하여야 한다(그림1).
열가소성 수지는 신장률과 탄력성이 크기 때문에 강성이 높고 신장률 및 탄력성이 작은 금속처럼 엄격한 허용오차를 필요로 하지 않는다는 것을 잊지 말아야 한다.
허용오차에 영향을 주는 요인
플라스틱 부품의 허용오차를 너무 엄밀하게 하지 않으려면 사출성형 부품이 치수 정확성에 미치는 모든 요소(그림2)를 기억하고 있어야 한다. 도구 제작시의 허용오차는 비교적 정확해야 한다. 그러나, 사출 금형으로부터 용이하고 변형 없는 사출이 가능하려면 디몰딩 테이퍼가 매우 중요하다는 사실을 잊어서는 안 된다(그림3).
허용오차를 고수하는데 있어 문제가 되는 것은 여러 재료로 부품을 성형하거나 벽 두께가 다른 부품을 성형할 때이다. 성형 수축값은 방향과 두께에 따라 달라지며, 이런 경향은 유리섬유 강화 재료의 경우 더욱 뚜렷하게 나타난다. 유리섬유의 배향이 종단방향과 횡단방향의 성형수축 차이에 큰 영향을 주어 결과적으로 치수가 부정확해진다.
성형부품의 모양도 수축 및 허용오차에 영향을 미친다(그림4).
허용오차를 정밀하게 하면서 복잡한 성형을 하려면 실제 수축값과 휨성에 대한 정확한 정보가 필수적이다.
생산 허용오차 및 작동 성형오차
열가소성 수지는 사용환경에 영향을 받으므로 생산 허용오차만을 고려할 것인가 아니면 작동 허용오차도 고려할 것인가를 결정하는 일은 중요하다. 예를 들면, 열가소성 수지의 열 팽창은 금속의 10배 이상이며(그림5), 특정수지(예:나일론)의 경우 흡습성이 매우 커서 사용환경에 크게 영향을 받는다.
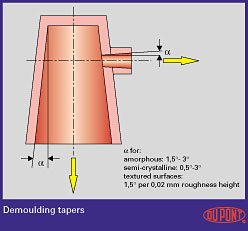
그림.3
결정성 재료의 경우에는 성형 후 수축도 고려하여야 한다. 성형 후수축은 주로 사출성형 조건의 영향을 많이 받는데, 디몰딩 이후 부품의 치수 변화를 가져올 수 있다.
디몰딩 직후에 품질관리를 해서는 안 된다. DIN 16901표준은 표준기후조건(23℃, 상대습도 50%)에서 16시간 보관한 후 또는 적절한 전처리를 한 후에만 품질관리를 시행하도록 규정하고 있다.
권장 사항
DIN 16901의 허용오차를 기초로 하여 성형부품의 효율적 생산계획을 수립할 수 있다.그러나, 최근의 사출성형기는 정밀도가 매우 향상되어 DIN16901 표준허용오차보다 훨씬 더 정밀한 허용오차를 제공해 줄 수 있다. 초정밀 사출성형의 경우, 각 상황에 맞는 허용오차 기준을 마련하였으며 DIN16901은 더 이상 사용되지 않고 있다.
그러나, 어쨌든 정밀한 허용오차가 요구되는 경우에는 사출성형업자나 재료 공급업자에게 원하는 허용오차가 기술적, 상업적으로 적합한 것인지를 문의해야 한다(그림6).
결정성 열가소성 수지는 비결정성 열가소성 수지보다 성형 후수축이 크다.
강화 열가소성 수지의 수축은 종단방향(유리섬유의 배향방향)과 횡단방향에 차이가 있다.
벽이 두꺼우면 싱크마크, 치수차이 및 휨이 발생한다.
허용오차 결정에는 부품설계와 가공조건이 결정적인 역할을 한다.
온도 변화 및 수분 흡수에 의해 치수차이가 발생하며, 작동 허용오차에서 이 점을 고려해야 한다.
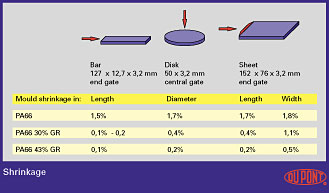
그림. 4
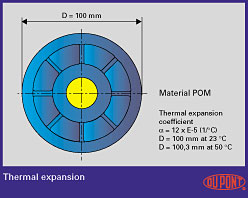
그림. 5
| 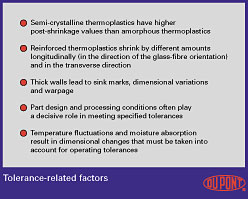
그림. 6
|
 HOME
> 고객지원 > 기술지원
HOME
> 고객지원 > 기술지원






{kind=link}
{kind=link}