노즐, 히터밴드, Thermocouples 그리고 부싱에 대해서
일반적으로 중요성이 잘 알려지지 않아 사출 성형시 무시되고 있는 Injection screw의 앞쪽부터 금형의 runner사이의 통로를 주의 깊게 살피면 제품의 질과 양의 향상을 기대할 수 있습니다.
사출기를 처음 구입할 때, 설비 Maker는 열적인 요구조건을 주의깊게 계산하였고, Heating 실린더에 있어서 Heater 및 Thermocouples, controller의 위치를 명시하였습니다. 유사하게 금형 설계자는 금속 재료의 가공을 시작하기 전에 금형의 이상적인 온도 제어를 고려하여 냉각수 통로의 위치 및 size를 결정하여야 합니다.
누가 노즐과 노즐히터를 선택했는지 생각해 보십시오?
누가 nozzle thermocouples 위치와 sprue bushing을 지정했습니까?
우리는 아무도 모르고 단지 십중팔구 그냥 일어났습니다.
Nozzle records lacking
금형이 설치 될 때 그전에 사용되어진 nozzle로 조작(작동)한 것은 이상한 게 아닙니다.
단지 노즐의 구멍이 금형에 대해 너무 크거나 작을 때 분명히 다른 노즐을 찾습니다.
왜냐하면 노즐의 번호와 그에 대한 사용 기록들이 전혀 없고, 노즐의 선택은 단지 최종적으로 장착되어 있다는 이유로 다시 사용되기 때문입니다.
노즐을 잡고, 제 위치에 조이고, frayed cord없는 heater band를 찾고, wrench flat 부위의 홀에thermocouples을 넣고, molding을 합시다.
먼저 했던 것처럼 성형 되지 않을 것이며, 당신은 틀림없이 수지 탓이거나, 압력을 바꾸고, 온도를 변화 시키라고 말할 것이다. 스프레이는 어디에서 발생하는가?
이러한 문제가 발생했을 때 우리는 아마도 nozzle, thermocouples, heater band그리고 sprue bushing을 자주 우리의 의심에서 배제 할뿐 아니라, 개선할 수 있는 지식이 부족합니다.
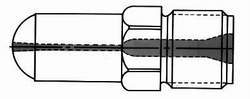
그림1.일반적인 노즐
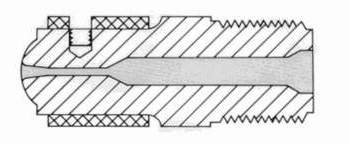
그림2. Reverse taper, Restricted bore nozzle
그림3. Continuous taper nozzle
그림1,2,3은 3가지 다른 형태의 노즐의 횡단면입니다.
우리는 금형 변경시 set-up screw에 대한 정보보다 더 많은 정보를 가지고 있습니다.
우리는 노즐의 형태를 알고 있어도 특히 bore에 resin이 채워져 있을 때에는 외부에서 관찰하는 것이 불가능합니다.
만약 고점도 원료를 성형하고자 하면(사출하기 힘든), 우리는 아마도 그림 2,3과 같은 노즐은 흐름을 방해(flow restriction)하기 때문에 선택하지 않을 것입니다.
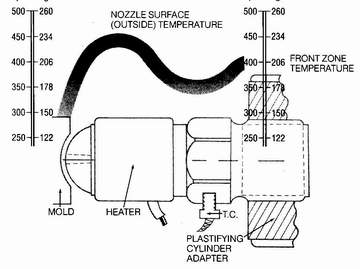
히터밴드, thermocouples의 위치가 금형 충진 영향을 주는지 쉽게 알 수 있다. Wrench flats에 위치한 thermocouple이 572도(화씨)를 나타내어도 히터밴드의 앞쪽 노즐 내부의 실제온도가 725도(화씨, 섭씨 400도)를 넘을 수 있습니다.
그림4와 같은 정렬은 저점도 수지의 경우 nozzle drooling 또는 변색을 가져올 수 있다. Hold-up spots에 민감한 수지의 경우에는 사용을 피해야 합니다.
그림4.Thermocouple not reading heater area
그림5. Replaceable tip with narrow heater
적절한 장비의 사용을 보장하기 위해서 heating cylinder에서부터 nozzle, adapter interface에 이르는 유동 통로와 계속해서 노즐을 관통하여 sprue bushing으로 진행되는 유동통로를 따라 떤 현상이 일어나는 지를 이해해야 합니다.
이상적으로 유동 통로는 완전히 유성형이어야 하며, 스크류의 전반부와 런너들의 입구사이에서 용융수지의 열의 가감이나 유동성의 제한을 최소한으로 해야 합니다.
런너가 없거나 hot sprue bushing의 금형에서 노즐은 상대적으로 큰 bore를 가져야 하고, 금형 sprue bushing과의 접점에서 열손실이 적어야 합니다.
그러나 모든 금형이 runnerless or hot sprue bushing에 적합한 것은 아니다. 대신 대부분 냉각된 runner와 sprue를 사용합니다.
Hot nozzle seating과 cooled sprue bushings system은 다음과 같은 문제에 직면하게 됩니다.
- 노즐에서의 Drool 또는 Freeze-off
- 노즐에서의 Overheating 또는 국부적인 hot-spots
- Overpacking 또는 sprue sticking
- 노즐과 sprue에서의 과도한 마찰 또는 압력 손실
그림6. Straight Bore Nozzle
그림6과7a는 DELRIN 아세탈 수지의 Molding Guide에서 발췌한 것입니다.
그림6의 Straight Bore Nozzle은 drooling경향을 가지지 않은 수지를 성형할 때나 automatic nozzle retractor가 장착된 설비가 사용될 때 일반적으로 지정되어집니다.
(note)히터밴드는 가능한 부싱 가까이에 있어야 합니다.
Isolating the nozzle
그림7a의 reverse taper 노즐은 두개의 heater band 가진 그림7b로 약간 변경되어져 왔고 보다 긴 노즐 타입에서 single band 는 중간 부위에 HOT SPOT 을 가지는 경향이 있습니다.
thermocouple이 일상적으로 위치한 wrench flat 으로부터 이동되어져 있음에 유의십시오
wrench hex부위는 열을 받지 않고 thermocouples은 heater band부위보다 차가울 것입니다.(효과적인 wrench의 사용을 위해 이 부분의 최대길이를 결정해야 한다)
우리가 이야기하는 것은 sprue/sprue bushing interface가 중요하다는 것입니다
우리는 hot pipe(nozzle) seating에 대한 cold pipe(sprue bushing)에 대해 이야기하고 있습니다.
우리는 상업적으로 이용할 수 있는 몇 개의 hot sprue bushing중의 하나를 사용할 수 있습니다.
하지만 거기에는 또 다른 가능성이 있습니다.
그림7a.Reverse Taper Nozzle
그림7b.Thermocouple Between Heaters Levels Temperature Profile
과거부터 우리는 sprue bushing과 노즐을 차단시키는 여러 가지 방법에 대해 지금까지 테스트를 해오고 있습니다.
나일론 수지의 성형의 숙련자는 종종 nozzle과 sprue bushing사이에 glass fiber mat와 같은 절연물을 사용하기도 합니다. (위기 상황에서는 수지 포장지를 사용하기도 한다.)
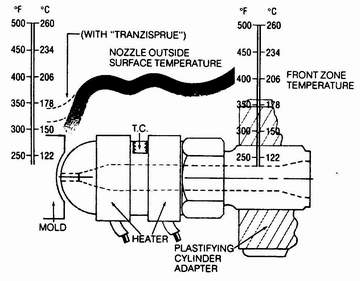
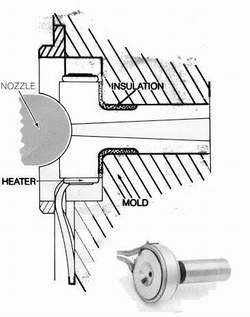
이것은 잠시 일뿐 만족스럽지는 못합니다. 오랜 기간 사용을 위해서 Tranzisprue라 불리는insulated/heated sprue bushing이 상업적으로 유용하고 더 좋은 해결책인 것 같다. 그림8은 위의 형태를 보여줍니다.
insulated된 부분은 금형에로의 열 손실을 막아주고, the single heater band가 온도 조절을 할 수 있도록 하여, 부싱이 마치 miniature insulated runner처럼 작동하게 합니다. 수지의 고화는 노즐 내에서가 아니라 단지 부싱 내부에서만 일어납니다.
그림8 Tranzisprue Design
결과적으로 노즐의 온도 설정을 낮출 수 있고, 노즐의 입구와 출구의 온도차이를 아주 적게 줄일 수 있다는 것입니다.
이것은 노즐을 잊을 수 있다는 얘기는 아닙니다.
아무 nozzle heater band를 사용하거나 heating cylinder front zone에 의해 조절되는 노즐 heater를 사용할 수 있다는 의미는 아닙니다.
열 전달의 법칙이 적용되고, thermocouples은 자신이 설치된 부위의 온도만을 알 수 있는 것입니다. 불행하게도 일부 controller는 on-off 방식으로 작동하여, 그 결과 수지를 과열시키거나, drooling, freeze-off 등의 현상을 나타냅니다.
결론적으로 가소화 실린더와 금형 사이의 유동 경로를 주의 깊게 살피고, insulated/heated sprue bushing과 저발열 노즐 히터의 사용, heater band 사이의 thermocouples로 온도의 제어를 제안합니다. 만약 thermocouples의 위치가 적절치 않다면 variable transformer control과 읽기 전용thermocouple을 이용하시기 바랍니다.
Nozzle, Heaters and Sprue bushing의 세심한 선택은 성형성의 향상과 불량품 감소, 품질 수준의 향상을 가져다 줍니다.
 HOME
> 고객지원 > 기술지원
HOME
> 고객지원 > 기술지원