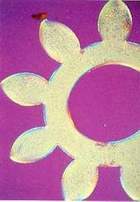
 Gear Gear
|
제품:
Gear, π4mm 수지:
아세탈수지
문제점:
테스트시 나사부위가 쉽게 부러짐 실패의 이유:
낮은 온도의 수지가 흐름성을 나쁘게 하여 웰드가 형성됨. |  | 
| A 제품
| B 얇게 가공된 gear
| 
| 
| B 이빨 사이에 웰드 형성
| C 웰드가 형성된 부위 |
|
|
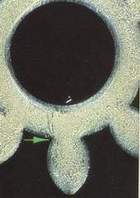
Trim clip |
제품:
Trim clip 수지:
아세탈수지
문제점:
대부분게이트 반대 부위가 조립할 때 부서지는 문제가 발생 실패의 이유:
웰드라인이 표면에서 형성되어져 있는데 이는 코어(core)주위의 용융수지가 너무 빨리 냉각됨으로써 발생되어졌다. 비고:
제품 전체를 단면화했을 때는 웰드가 보이지 않는다. 조립시 크랙이 발생되는 것은 표면에 충격을 받을 경우이다.(그림D의 화사표사이의 지점이다) |  | 
| A 제품
| B 연필로 웰드라인을 표시함
| 
| 
| B 표시된 부분에 크랙 발생 | C 표시부분의 단면 |
|
|
Functional part |
제품:
Functional part 수지:
아세탈수지
문제점:
품질관리 spec. 이내에서 제품의 부러지는 문제 발생 실패의 이유:
문제가 발생된 것은 단면에서와 같이 웰드라인이 발생되어져 있기 때문이다. | 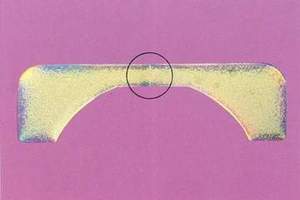 | A 웰드라인
| 
| 
| B 웰드발생지역을 확대 | C 양호한 B의 단면 |
|
|
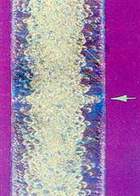
Bushing(아세탈) |
제품:
Bushing 수지:
아세탈수지
문제점:
품게이트 반대 방향에서 제품이 약한 충격에도 부러지는 문제 발생 실패의 이유:
낮은 용융수지 온도와 너무 낮은 사출속도로 인해 미용융 수지와 충진속도가 충분하지 못해 웰드의 문제가 발생되어 졌다. |  | A 웰드라인 |
|
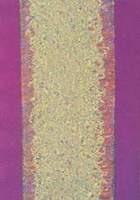
Plate with thread boss |
제품:
Plate with thread boss 수지:
아세탈수지
문제점:
스크류를 체결할 때 제품이 부러지는 문제가 발생됨. 실패의 이유:
구조적으로 제품상 웰드라인이 발생될 수밖에 없다.웰드라인의 강도는 용융수지의 온도가 낮을수록 더욱 낮아지게 된다. |  | A 제품의 부러지는 부분
| 
| 
| B 웰드라인의 단면 | C B의 확대 |
|
|
Window handle |
제품:
Window handle 수지:
아세탈수지(마스터 뱉치 사용)
문제점:
테스트시 제품의 부러지는 문제 발생. 실패의 이유:
게이트의 위치가 적절하지 못했으며, 낮은 용융수지로 인해 웰드라인이 발생됨.
비고:
낮은 용융수지온도는 마스터 뱉치의 분산을 떨어뜨려 제품의 칼라링에 문제가 되게 한다.
|  | A 웰드라인
| 
| 
| B 웰드발생지역을 확대 | C 양호한 B의 단면 |
|
|
Bushing(고점도 나일론) |
제품:
Bushing 수지:
나일론66 고점도
문제점:
품게이트 반대 방향에서 제품이 약한 충격에도 부러지는 문제 발생 실패의 이유:
낮은 용융수지 온도와 너무 낮은 사출속도로 인해 미용융 수지와 충진속도가 충분하지 못해 웰드의 문제가 발생되어 졌다. | 
| A 낮은 용융수지온도에 따른 웰드라인
| 
| B 잘 용융된 제품 |
|
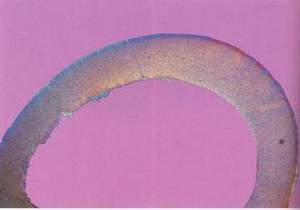
Bushing(나일론) |
제품:
Bushing 수지:
나일론66 비강화 문제점:
테스트시 웰드라인에서 제품의 부러지는 문제 발생 실패의 이유:
낮은 용융수지온도로 인한 웰드라인의 발생 | 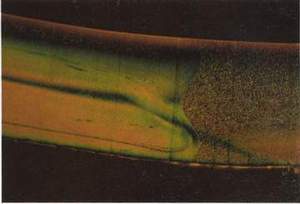
| A 웰드라인 |
|
Radiator tank |
제품:
Radiator tank 수지:
나일론66 30%유리섬유강화 문제점:
게이트의 반대 부위에 육안으로 보기에도 웰드가 보임.
웰드의 품질에 대한 테스트를 하였다. 실패의 이유:
문제점은 발견되지 않았다.
얇은 단면상에서 웰드라인을 관찰할 수 있었다.
제품의 다른 부분과 비교할 때 충격강도의 저하는 없었다. 비고:
나일론에 유리섬유강화된 수지에서의 S자 웰드라인은 좋은 강도를 유지한다. | 
| A 제품
| 
| 
| B 웰드라인의 단면
| C 웰드라인의 단면
| 
| D 웰드라인의 단면 |
|
|
|
 HOME
> 고객지원 > 기술지원
HOME
> 고객지원 > 기술지원